Rundlaufmessung, Rundlaufprüfung direkt an der Maschine. Wir bieten spitzenlose Rundlaufprüfgeräte, Rundlaufprüfgeräte mit Auflageprismen, Rundlaufprüfgeräte mit Abrollböcken und Rundlaufmessgeräte mit Reitstöcken. Die Rundlauf-Prüfung kann ohne Vorkenntnisse, innerhalb von 10 Sekunden vorgenommen werden.
Reduziert die Rüst- und Stillstandszeit Ihrer teuren Bearbeitungsmaschine um bis zu 80 %!
Spreitzer Rundlaufprüfgeräte bieten hohe Flexibilität, schnelle Rüstzeiten, hohe Rundlaufgenauigkeit und eignen sich für unterschiedliche Geometrien.
Die Rundlaufprüfgeräte dienen für Prüfaufgaben an Außen-, Innen- und Planflächen von Rotationsteilen. Der Rundlauf eines Rundprofils ist für die Herstellung von Wellen, Buchsen, Zahnrädern oder Lagern von erheblicher Wichtigkeit. Beispiele aus der Automobilbranche: Nockenwellen, Kurbelwellen, Kardanwellen, Antriebswellen.
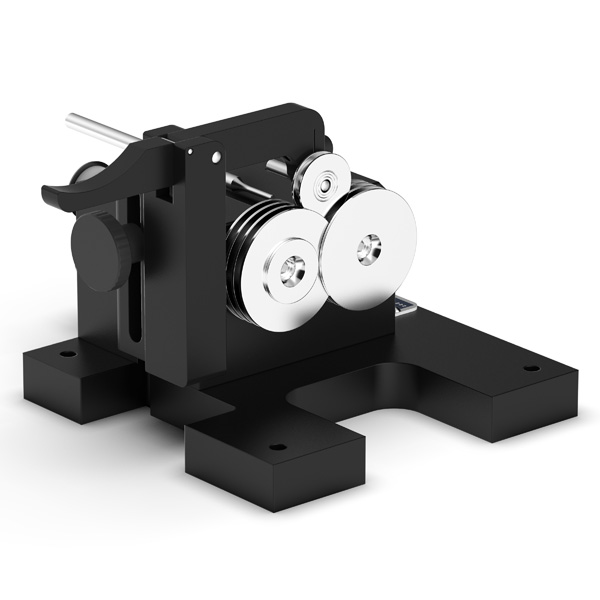
Mit unseren Rundlaufmessgeräten kann die Koaxialität zweier oder mehrerer Durchmesser bestimmt sowie Planschlagmessungen durchgeführt werden. Beim Typ RPG, RPG AL RPG mini und RPG micro wird das Werkstück zwischen drei Rollen spitzenlos abgerollt. Dabei wird eine Rundlaufgenauigkeit von 0,002 mm erreicht. Die robuste Konstruktion mit vorgespannten Wälzlagerungen der Auflagerollen ist auf Langlebigkeit ausgelegt. Mit entsprechenden Bauvarianten kann ein Durchmesserbereich von 0,8 bis 240 mm abgedeckt werden.
Was bedeutet Rundlaufprüfung?
Die Rundlaufprüfung ist eine Methode zur Überprüfung der Genauigkeit von Maschinenteilen, insbesondere von rotierenden Teilen wie Achsen, Werkzeugspindeln oder Werkstückspannvorrichtungen. Es handelt sich um eine wichtige Qualitätskontrollmaßnahme in der Metallbearbeitung und anderen Industrien, bei denen Präzision und Genauigkeit eine große Rolle spielen.
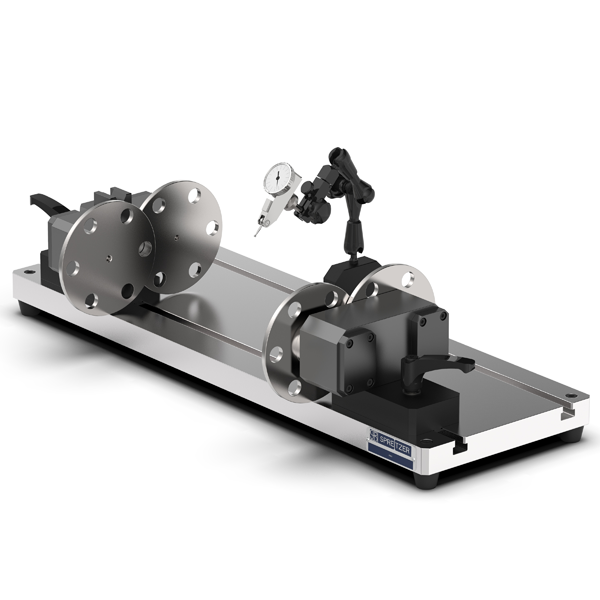
Die Rundlaufprüfung wird durchgeführt, indem das zu prüfende Bauteil in die Spannvorrichtung eingespannt und in eine Drehbewegung versetzt wird. Während des Drehens wird das Bauteil mit einem Messuhrhalter und einer Messuhr gemessen, um zu bestimmen, ob das Bauteil exakt rund läuft und ob es Abweichungen in der Form oder Ausrichtung aufweist.
Abhängig von der Toleranz und dem Verwendungszweck des Bauteils können unterschiedliche Prüfniveaus erforderlich sein. Die Prüfung kann manuell oder automatisiert durchgeführt werden, wobei moderne CNC-Maschinen in der Lage sind, die Rundlaufprüfung automatisch durchzuführen und die Ergebnisse in Echtzeit zu überwachen.
Die Rundlaufprüfung ist eine wichtige Methode zur Sicherstellung der Qualität und Genauigkeit von Maschinenteilen und spielt eine wichtige Rolle in der modernen Fertigung. Sie hilft dabei, Fehler frühzeitig zu erkennen und die Effizienz der Produktion zu steigern, indem sie Ausschuss und unnötige Wiederholungen vermeidet.
Form- und Lagetoleranzen | Prüfmöglichkeiten
In der Messtechnik nimmt die Rundlaufprüfung eine besonders wichtige Stellung ein. Ein geeigneter Messaufbau sowie entsprechende Präzision des Rundlaufgerätes sind die Basis für eine präzise Messung.
Begriffserklärungen Lagetoleranzen
Rundheit: Die Umfangslinie muss in allen Schnittebenen senkrecht zur Mittelachse zwischen zwei konzentrischen Kreisen liegen.
Rechtwinkligkeit: bei Flächen: die Fläche muss zwischen zwei Ebenen, welche senkrecht zum Bezug sind, liegen.
bei Achsen: die Zylinderachse muss in einem zur Bezugsfläche senkrechten Zylinder liegen.
Rundlauf: Die Gleichförmigkeit eines rotierenden runden Werkstücks. Bei einer Umdrehung um die Bezugsachse darf der Rundlauf einen vorgegebenen Wert nicht überschreiten.
Gesamt-, Rund- und Planlauf: Bei mehrfacher Umdrehung um die Bezugsachse und gleichzeitiger axialer oder radialer Verschiebung darf die Rundlauf-, bzw. Planlaufabweichung einen vorgegebenen Wert nicht überschreiten.
Konzentrizität und Koaxialität: Der Mittelpunkt des tolerierten Kreises muss in einem Kreis, dessen Mittelpunkt konzentrisch zum Bezug ist, liegen.
Die Achse der tolerierten Fläche muss in einem Zylinder, dessen Mittelachse koaxial zum Bezug ist, liegen.
Koaxialitäts- und Rundlaufabweichung. Abweichungen, die sich auf eine Bezugsachse beziehen. Um diese Achse dreht sich das Werkstück, wenn das tolerierte Element gemessen wird. Rundlaufabweichungen entstehen durch Achsversatz, fehlende Koaxialität oder durch Rundheitsabweichungen
Rundlaufprüfgeräte, spitzenlos
Spitzenlose Rundlaufprüfgeräte für Mess- und Prüfaufgaben an Außenflächen, Innenflächen und Planflächen. Geeignet für Einzel- und Serienprüfungen, zur einseitigen Messung. Beidseitig Messungen mit Zubehör möglich.